
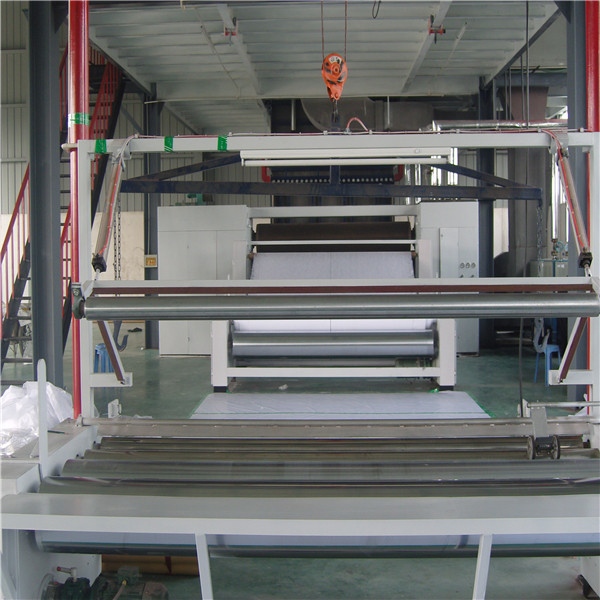
SMS ქირურგიული სამოსი SS ნაქსოვი ქსოვილის მანქანა მაღალი სტანდარტის ხარისხის PP Spunbond ქსოვილის ქსოვილის წარმოების ხაზი
პოლიპროპილენის ნაქსოვი ქსოვილის გადამამუშავებელი მოწყობილობის დამუშავება
პოლიპროპილენის ნაქსოვი ქსოვილის აპარატურა და მოწყობილობა: პოლიმერული (პოლიპროპილენის + გადამუშავება) - დიდი ხრახნიანი მაღალი ტემპერატურის დნობის ექსტრუზიისთვის - ფილტრის გამზომი ტუმბო (რაოდენობრივი მიწოდება) - ტრიალი (ზემოთ და ქვემოთ ნახაზის შეწოვა დაწნული შესასვლელიდან) - - გაგრილება - ჰაერი წევა —— ქსელის ფარდის ფორმირება —— ზემოთ და ქვემოთ ლილვაკები (წინასწარი გამაგრება) —— ცხელი მოძრავი (გამაგრება) მოძრავი წისქვილის —– გრაგნილი —— ინვერსიული ქსოვილის ჭრა —— წონა და შეფუთვა —— შემომავალი მზა პროდუქტების ბიბლიოთეკა


პოლიპროპილენის ნაქსოვი ქსოვილის გადამამუშავებელი მოწყობილობის პროცესის ნაკადის ხედი

ნაქსოვი წარმოების ხაზის მოდელი
| SS (პროდუქტის სიგანე) | 1600 მმ | 2400 მმ | 3200 მმ |
| აღჭურვილობა | 29x13x10 მ | 30x14x10 მ | 32x15x10 მ |
| სიჩქარე | 350 მ / წთ | 350 მ / წთ | 30 მ / წთ |
| გრამ ვეიხტი | 10-150 გ / მ 2 | 10-150 გ / მ 2 | 10-150 გ / მ 2 |
| სარგებელი (პროდუქტები 20 გ / მ 2-ის მიხედვით) | 9-10T / დღეები | 13-14T / დღეები | 18-19T / დღეები |
| საკითხი | ეფექტური სიგანე | GSM | წლიური გამომავალი | ნაქარგობის ნიმუში |
| S | 1600 მმ | 8-200 | 1500 ტ | ბრილიანტი, ოვალური, ჯვარი და ხაზი |
| S | 2400 მმ | 8-200 | 2400T | ბრილიანტი, ოვალური, ჯვარი და ხაზი |
| S | 3200 მმ | 8-200 | 3000 ტ | ბრილიანტი, ოვალური, ჯვარი და ხაზი |
| SS | 1600 მმ | 10-200 | 2500T | ბრილიანტი, ოვალური, ჯვარი და ხაზი |
| SS | 2400 მმ | 10-200 | 3300T | ბრილიანტი, ოვალური, ჯვარი და ხაზი |
| SS | 3200 მმ | 10-200 | 5000 ტ | ბრილიანტი, ოვალური, ჯვარი და ხაზი |
| ესემესი | 1600 მმ | 15-200 წწ | 2750T | ბრილიანტი და ოვალური |
| ესემესი | 2400 მმ | 15-200 წწ | 3630T | ბრილიანტი და ოვალური |
| ესემესი | 3200 მმ | 15-200 წწ | 5500T | ბრილიანტი და ოვალური |
პოლიპროპილენის ქსოვილის დამუშავების მოწყობილობა
PP spunbond არა ნაქსოვი ქსოვილი
მასალა: PP პოლიპროპილენი
კლასიფიკაცია: SS, SSS
ფერი: ლურჯი, თეთრი, ყვითელი
გამოყენება: სამედიცინო და ჯანმრთელობის



როგორც ერთგვარი მექანიკური მოწყობილობა, spunbond არა ნაქსოვი წარმოების ხაზი კვლავ ფართოდ გამოიყენება ჩვენს ცხოვრებაში, მაგრამ spunbond არა ნაქსოვი წარმოების ხაზი ასევე საჭიროებს მოვლას. მოკლედ გადავხედოთ. უპირველეს ყოვლისა, spunbond არასამთავრობო ნაქსოვი წარმოების ხაზის მთავარი შემცველობაა დასუფთავება, გამკაცრება, რეგულირება, შეზეთვა და ანტიკოროზიული საშუალება. მეორეც, თითოეული პროექტის მექანიკურ განყოფილებას სჭირდება მკაცრად შეასრულოს სხვადასხვა სარემონტო დავალებები მითითებული ციკლის შესაბამისად, ტექნიკური სახელმძღვანელოს და ტექნიკური აღჭურვილობის ტექნიკური პროცედურების შესაბამისად, შეამციროს ნაწილების ცვეთის სიჩქარე, აღმოფხვრას ჩავარდნის დამალული საფრთხეები და გააგრძელოს მანქანების ექსპლუატაციის ვადა. საჭიროა რუტინული მოვლა, ფოკუსირება დასუფთავებაზე, შეზეთვაზე, შემოწმებაზე და გამკაცრებაზე. რუტინული შემოწმება და მოვლა უნდა ჩატარდეს, როგორც ამას მოითხოვს ყოველი ცვლის დაწყებამდე, დროს და შემდეგ. რუტინული შენარჩუნება ხორციელდება დამოუკიდებლად მექანიკური ოპერატორის მიერ და საჭიროა სათანადო შენარჩუნება რეგულარულად.
ეს არის რედაქტორის დასასრული spunbond არაქსოვილი წარმოების ხაზის შენარჩუნების შესახებ. მე მჯერა, რომ ყველამ იცის, რომ სპუნბონდის არაქსოვილი წარმოების ხაზს აქვს ხანგრძლივი ექსპლუატაციის ვადა, ამიტომ სპუნბონდის ნაქსოვი წარმოების ხაზი უნდა შენარჩუნდეს და შენარჩუნდეს. მუშაობას, მხოლოდ ტექნიკური მუშაობის კარგი შესრულებით შეუძლია განაგრძოს აღჭურვილობის გამოყენება
პროდუქციის კატეგორიები
-

ნაქსოვი ქსოვილის წარმოების ხაზი ჩინეთის პოლიპროპი ...
-

PP Meltblown წარმოება ნაქსოვი ქსოვილის დამზადება ...
-

საუკეთესო ფასი SMS ქირურგიული სამოსი SMS არაქსოვილი ქსოვილი ...
-

საუკეთესო ფასი SMS ქირურგიული SMS ნაქსოვი ქსოვილის ...
-
SMS PP ნადნობი ნაქსოვი ქსოვილის წარმოება Li ...
-

SMS SS S PP Spunbond ნაქსოვი ქსოვილის დამზადება Ma ...





